Why CJP Welding Is Non-Negotiable For Critical Infrastructure: A Deep Dive
Have you ever wondered what holds together the colossal pipelines snaking across continents, the pressure vessels in a chemical plant, or the structural beams of a suspension bridge? The answer often lies in a single, non-negotiable welding specification: CJP, or Complete Joint Penetration. But what exactly is the "CJP need for weld," and why does it transcend mere technical preference to become a fundamental mandate for safety and integrity in so many high-stakes industries? The requirement for CJP welding isn't just a box to check on a drawing; it's the bedrock of engineering reliability, demanding absolute fusion from the top to the bottom of a weld joint to ensure it can withstand the most extreme forces, pressures, and environments imaginable.
This article unpacks the critical, often life-saving, necessity for CJP welding. We'll move beyond the acronym to explore the engineering principles, the catastrophic risks of non-compliance, the stringent standards that govern it, and the practical realities of achieving this gold standard in fabrication. Whether you're an engineer, a project manager, a welder, or simply someone curious about how our modern world is built to last, understanding the "why" behind CJP is essential. It’s the difference between a structure that merely stands and one that is truly fit-for-purpose under duress.
The Unyielding Definition: What Exactly is CJP Welding?
Before we can appreciate the need, we must grasp the concept. Complete Joint Penetration (CJP) welding refers to a weld that fuses the entire thickness of the materials being joined, from the root (the bottom of the joint) to the face (the top surface). There is no unfused or partially fused material left within the joint's cross-section. This is in stark contrast to Partial Joint Penetration (PJP) welding, where the weld does not extend through the full thickness, leaving a portion of the base metal unfused.
The visual difference is telling. A properly executed CJP weld, when examined destructively (e.g., through a bend test) or via advanced non-destructive testing (NDT) like radiography or phased-array ultrasonics, shows a uniform, sound weld metal profile throughout the entire joint depth. There are no laminations, lack of fusion, or slag inclusions at the root. Achieving this requires meticulous control of every variable: joint preparation, welding procedure, heat input, and welder skill. The root opening, bevel angles, and root face must be precise. The welding technique, often starting from one side and potentially requiring a back gouge and re-weld from the opposite side (a "both-sides" weld), must ensure the molten weld pool fully penetrates to the root and fuses with the backing or the previously laid root pass.
The Engineering Imperative: Strength and Ductility
The primary engineering reason for demanding CJP is to maximize the load-bearing capacity and ductility of the welded connection. In a PJP weld, the unfused portion of the base metal at the root acts as a significant stress concentrator and a plane of inherent weakness. Under load, especially dynamic or cyclic loading, this unfused interface is the most likely location for a crack to initiate and propagate. A CJP weld, being fully fused, distributes stress more evenly across the entire weld cross-section and into the adjacent base metal (the Heat Affected Zone or HAZ). This results in a joint whose tensile strength and fatigue resistance are much closer to that of the unwelded base metal itself. For applications involving internal pressure, like pipes and vessels, CJP is critical to prevent through-wall defects that could lead to instantaneous, catastrophic failure.
The Domains of Necessity: Where CJP is Not Optional
The "need" for CJP welding is dictated by the consequences of failure. It is specified for components where failure could result in loss of life, massive environmental damage, or the destruction of incredibly valuable assets. The governing principle is risk mitigation.
- Elijah Schaffers Sex Scandal Leaked Messages That Will Make You Sick
- Starzs Ghislaine Maxwell Episodes Leaked Shocking Nude Photos Sex Tapes Exposed
- Edna Mode
1. Pressure Containment: The Oil & Gas and Chemical Processing Backbone
This is the most common domain for CJP requirements. ASME Boiler and Pressure Vessel Code (BPVC) Section VIII and API standards (like API 1104 for pipelines) are replete with mandates for CJP welds on:
- High-Pressure Piping Systems: Carrying hydrocarbons, toxic chemicals, or hydrogen. A pinhole leak in a high-pressure gas line can trigger a massive explosion.
- Pressure Vessels & Boilers: Reactors, separators, heat exchangers, and storage tanks operating under significant internal pressure or vacuum. The forces are immense and constant.
- Compressors & Turbines: Components subject to high cyclic stresses. Fatigue failure in a compressor rotor due to a lack of fusion at a weld root is a well-documented failure mode.
Statistic: According to the U.S. Pipeline and Hazardous Materials Safety Administration (PHMSA), welding-related defects remain a leading cause of significant pipeline incidents, underscoring the life-saving importance of flawless, fully penetrated welds.
2. Structural Integrity: Load-Bearing and Seismic Applications
In structural steel construction, CJP is specified for:
- Critical Connections in Seismic Zones: Moment-resisting frames in earthquake-prone areas must undergo significant plastic deformation without losing strength. PJP welds can fracture prematurely under this cyclic, inelastic demand. CJP welds provide the necessary ductility and toughness.
- Primary Load-Path Members: In bridges, cranes, and offshore platforms, the main trusses, chords, and columns often require CJP to ensure the structure can handle its maximum design load with a sufficient safety factor.
- Support Structures for Heavy Equipment: Foundations for turbines, large motors, or process equipment where settlement or vibration is a concern.
3. Cryogenic and Extreme Service
For components operating at extremely low temperatures (e.g., LNG tanks at -162°C / -260°F), the material's toughness plummets. A weld with any discontinuity, especially at the root, becomes a prime site for brittle fracture. CJP welding, combined with appropriate consumables and procedures, is essential to maintain integrity in cryogenic service. Similarly, for high-temperature service (e.g., power plant headers), creep resistance is paramount, and a sound, fully fused weld is less susceptible to creep crack initiation.
The Standards and Codes: The Rulebook of Necessity
The "need" for CJP is not an opinion; it is codified. Engineers don't decide arbitrarily; they reference mandatory codes and standards. These documents translate the engineering principles into specific, enforceable requirements.
- ASME BPVC (Boiler and Pressure Vessel Code): The undisputed bible for pressure equipment. It explicitly defines CJP and PJP and specifies which welds in which components (based on thickness, pressure class, and material) must be CJP. For example, in many vessel shell-to-head joints or nozzle welds, CJP is required unless specific exemptions (based on low stress or non-critical service) are formally applied for and justified.
- API (American Petroleum Institute) Standards: API 1104 (Welding of Pipelines and Related Facilities) is legendary in its specificity. It details the welding procedures, qualification tests (like the Welder Performance Qualification or WPQR), and acceptance criteria for CJP pipe welds. A common test for CJP qualification is the "root bend" test, where a specimen is bent to a specific diameter. A CJP weld must pass without showing any open defects on the tension side of the bend—a brutal test that exposes any lack of root fusion.
- AWS D1.1 (Structural Welding Code - Steel): Governs most structural steel fabrication in the US. It specifies when CJP is required for statically loaded structures and, more importantly, for cyclically loaded structures (like those in seismic regions). Table 4.1 in D1.1 is a key reference, linking joint type, loading category, and required weld quality (CJP vs. PJP).
- ISO and EN Standards: International equivalents (like ISO 15614 for procedure qualification) have similar rigorous definitions and application rules for CJP in critical applications.
Key Takeaway: The designer or engineer references these codes based on the design conditions (pressure, temperature, load type, cyclic nature). The code then dictates the weld requirement. The fabricator's job is to prove, through Procedure Qualification Records (PQR) and Welder Qualification Tests (WQT), that they can consistently produce welds that meet that CJP requirement.
The Tangible Benefits: Why Going the CJP Route Pays Off
While CJP welding is more expensive and skill-intensive upfront, its necessity is justified by a powerful array of long-term benefits that directly correlate to asset integrity and lifecycle cost.
- Maximum Strength & Fatigue Life: As established, a fully fused joint has no internal "notch" at the root. This dramatically improves resistance to fatigue failure, which is the failure of a material under repeated cyclic loading—a silent killer of bridges, aircraft, and rotating machinery. Studies show that the fatigue strength of a CJP weld can be 30-50% higher than a comparable PJP weld with poor root fusion.
- Leak-Tight Integrity: For pressure systems, there is zero tolerance for through-wall leakage. A CJP weld, when properly executed and inspected, offers the highest probability of being inherently leak-tight. This is paramount for environmental protection (preventing toxic spills) and process safety (containing flammable or explosive media).
- Superior Corrosion Resistance: Unfused root gaps or lack of fusion can create crevices. These crevices are ideal sites for crevice corrosion or pitting corrosion, especially in chloride-containing environments. A smooth, fully fused weld metal profile is less prone to such localized attack.
- Enhanced NDT Reliability: When you mandate CJP, your NDT (like ultrasonic testing) has a clear, binary pass/fail criterion: is there full fusion throughout? This simplifies inspection and interpretation compared to assessing the severity of a partial lack of fusion in a PJP weld. It creates a unambiguous quality standard.
- Regulatory and Insurance Compliance: For many regulated industries (nuclear, offshore, transportation), demonstrating the use of CJP welds for critical joints is a direct requirement for operating licenses and can significantly influence insurance premiums and liability coverage.
The Practical Reality: Achieving and Verifying CJP
The "need" is clear, but the "how" is where expertise and rigor come in. Achieving reliable CJP is a multi-step process.
1. Joint Design and Preparation
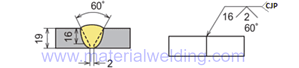
You cannot weld what you cannot see. The joint design (typically a V-groove, J-groove, or U-groove) must provide adequate access for the welding arc to reach the root. Root openings are typically tight (1/16" to 1/8"). Root faces must be clean, free of rust, paint, oil, and moisture. Any contamination prevents fusion. Fit-up must be precise with minimal gap and consistent root alignment. Often, a tack weld sequence is critical to hold the joint in alignment without causing distortion that would misalign the root.
2. Welding Procedure Specification (WPS)
A detailed, qualified WPS is the recipe. It specifies:
- Base metal and filler metal (electrode/wire) classification.
- Joint design and dimensions.
- Welding process (SMAW, GMAW, FCAW, GTAW). For root passes in critical CJP pipe, GTAW (TIG) is often preferred for its precise heat control and cleanliness.
- Position (1G, 2G, 5G, 6G for pipe).
- Preheat and interpass temperature (to control hydrogen and prevent cracking).
- Electrical parameters (amperage, voltage, travel speed).
- Technique (stringer or weave bead, number of passes, inter-pass cleaning requirements).
3. Welder Skill and Qualification
This is the human factor. The welder must be qualified for the specific WPS and position. Qualification typically involves welding a test coupon that is then subjected to destructive tests: bend tests (root bend, face bend, side bend) and tensile tests. The root bend test is the ultimate judge of CJP. The welder's technique—arc length, electrode angle, travel speed, and puddle control—must be impeccable to ensure the arc's energy penetrates fully and fuses cleanly to the root.
4. Inspection and Verification
You cannot inspect quality into a weld; you can only verify it. The verification of CJP is a multi-layered process:
- Visual Inspection (VT): The first and last line of defense. A skilled inspector looks for consistent weld bead profile, proper reinforcement, and absence of surface defects like undercut or overlap that might indicate poor technique.
- Radiographic Testing (RT - X-ray): The classic method. It provides a 2D image showing internal density. A CJP weld should show uniform density with no indications of lack of fusion, slag, or porosity at the root. It's excellent for finding planar defects parallel to the beam.
- Ultrasonic Testing (UT): Highly effective for CJP verification. Phased Array UT (PAUT) is the modern gold standard, allowing inspectors to electronically "steer" the ultrasonic beam and get a detailed cross-sectional image (C-scan) of the weld, accurately sizing and locating any lack of fusion, regardless of its orientation.
- Destructive Testing: For qualification and occasional audit, sections are cut out and macro-etched (chemically treated to reveal the microstructure) to visually confirm 100% fusion from face to root.
Addressing Common Questions and Concerns
"Is CJP always more expensive than PJP?" Generally, yes. It requires more weld metal, more time (often multiple passes), more stringent preparation, and often more skilled (and costly) labor. The joint preparation (grooving) is also more extensive. However, the total lifecycle cost—factoring in reduced inspection frequency, lower risk of catastrophic repair or replacement, and extended asset life—often makes CJP the more economical choice for critical service.
"Can automated welding guarantee CJP?" Automation (like orbital welding for pipes) significantly improves consistency and repeatability. A well-programmed automated system, with perfect fit-up and clean materials, can achieve CJP with less variability than manual welding. However, the WPS must still be qualified for the automated process, and the system must be meticulously maintained. Automation reduces human error but doesn't eliminate the need for procedure control.
"What about the Heat Affected Zone (HAZ)? Isn't that a weak point even in a CJP weld?" This is an excellent and critical point. A CJP weld ensures fusion, but the HAZ—the base metal altered by the welding heat—can be tougher or more brittle than the parent metal or weld metal. The "need for CJP" is married to the "need for proper welding procedure." Controlling preheat, interpass temperature, and post-weld heat treatment (PWHT) is essential to manage the HAZ microstructure and toughness, especially in quenched and tempered steels. The code accounts for this by specifying minimum impact testing requirements for the weldment.
"Are there any legitimate exemptions from CJP?" Yes, but they are rare and must be rigorously engineered. A design-by-analysis approach, using finite element analysis (FEA), might justify a PJP weld if it can be proven that the stress in the unfused root area will never exceed the allowable stress for the material, even under extreme loading. This requires exceptional documentation and peer review and is not a casual decision.
Conclusion: The Non-Negotiable Foundation of Safety
The "CJP need for weld" is not a matter of preference or convenience; it is a fundamental engineering and safety imperative born from a clear-eyed understanding of failure modes. It is the direct response to the question: "What must this joint endure, and what are the consequences if it fails?" When the answer involves high pressure, cyclic stress, extreme temperatures, or the potential for loss of life, the answer becomes unequivocal: the weld must be completely penetrated.
From the meticulously prepared groove to the final, verified bead, the journey to CJP is a testament to disciplined engineering, rigorous standards, and skilled craftsmanship. It represents a commitment to building not just for today's operational demands, but for decades of unseen stresses and environmental challenges. In a world where infrastructure underpins everything from our energy security to our daily commute, the complete joint penetration weld remains a silent, indispensable guardian—a non-negotiable requirement that transforms a collection of metal parts into a single, resilient system worthy of our trust. The next time you see a pipeline, a pressure vessel, or a soaring bridge, remember that the integrity you take for granted is likely held together by the uncompromising standard of CJP.