The Ultimate Guide To 10-32 Tap Drill Size: Your Key To Perfect Threads
Have you ever stared at a pile of screws and taps, wondering which drill bit creates the perfect foundation for a 10-32 screw? You're not alone. This seemingly small measurement is the linchpin between a fastener that holds strong and one that spins uselessly in a stripped hole. Getting the 10-32 tap drill size wrong is one of the most common—and frustrating—mistakes in DIY, woodworking, and even professional machining. It’s the critical first step that determines the success of your entire threaded connection. This guide will demystify everything, turning that guesswork into a precise, repeatable process for flawless results every time.
Understanding the Foundation: Screw Threads and Tap Drills
Before we dive into the specific number for a 10-32 tap, we must understand why the drill size is so important. A tap doesn't create threads from solid material; it cuts or forms threads into a pre-drilled hole. The drill bit creates the "pilot hole" or "tap hole," which is the core diameter around which the tap's ridges will cut away material to form the crests and roots of the threads. The relationship between the screw's major diameter, the thread pitch, and this core hole diameter is governed by precise engineering standards.
Decoding "10-32": What the Numbers Really Mean
The designation 10-32 is a standard imperial (inch-based) thread size.
- Starzs Ghislaine Maxwell Episodes Leaked Shocking Nude Photos Sex Tapes Exposed
- Gary Lockwoods Sex Scandal Leak How It Destroyed His Life
- Driving Beyond Horizon
- "10" is a nominal diameter number. It's not an exact measurement but a size designation. The actual major diameter (the outermost crest of the screw) for a #10 screw is 0.1900 inches.
- "-32" indicates the thread pitch, which is the number of threads per inch (TPI). So, a 10-32 screw has 32 threads in every one-inch length. This is a fine thread pitch, common for applications requiring finer adjustment, greater tensile strength in a given diameter, or use in harder materials.
This combination of a specific diameter and a fine pitch is what dictates the precise tap drill size needed.
The Golden Number: Calculating and Finding the 10-32 Tap Drill Size
So, what is the magic number? For a standard 10-32 UNC (Unified National Coarse) or UNF (Unified National Fine) tap, the recommended tap drill size is #21, which has a diameter of 0.1590 inches.
How is This Number Determined?
This isn't arbitrary. It's calculated using a fundamental formula based on the thread's percentage of thread engagement. The most common formula for a 75% thread engagement (a strong, standard connection for most materials) is:
Tap Drill Size = Major Diameter - (1 / Threads Per Inch)
Let's plug in our 10-32 numbers:
- Major Diameter = 0.1900"
- Threads Per Inch (TPI) = 32
- Calculation: 0.1900" - (1 / 32) = 0.1900" - 0.03125" = 0.15875"
The nearest standard drill bit size to 0.15875" is a #21 drill bit (0.1590"). This provides that ideal ~75% thread engagement. For softer materials like wood or plastic, some may use a slightly larger drill (e.g., #20, 0.1595" or even #19, 0.1660") to prevent splitting. For harder materials like steel, a slightly smaller drill (like a #22, 0.1570") might be used for maximum thread strength, but #21 is the universal starting point.
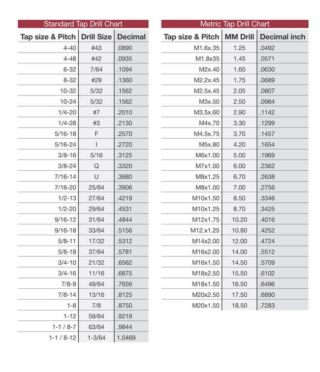
The Essential Tool: Your Tap Drill Chart
No one should memorize this. The professional's best friend is a tap drill chart. These charts list tap sizes alongside their recommended drill bits. You can find them online, in machinist handbooks, or printed on the tap packaging itself. A good chart will also note the drill size in multiple systems: Number Gauge (#21), Fractional Inch (rare for this size), and Decimal Inch (0.1590").
Key Takeaway: Always consult a reputable tap drill chart for your specific tap and material. The chart is your single source of truth.
Why Precision Matters: The Consequences of the Wrong Drill Size
Using the incorrect 10-32 tap drill size leads directly to failure. The two main errors are drilling the hole too small or too large.
The Dangers of a Hole That's Too Small (Undersized)
If you drill a hole smaller than the recommended 0.1590" (e.g., using a #22 or #23), you leave too much material for the tap to cut.
- Excessive Torque & Broken Taps: The tap has to work much harder, requiring immense torque. This dramatically increases the chance of the tap breaking off inside the hole, a nightmare scenario that often means scrapping the part.
- Poor Chip Evacuation: The tight space doesn't allow metal chips (or wood shavings) to escape, causing the tap to "bind" and jam.
- Thread Stripping: Even if you complete the hole, the resulting threads will be overcrowded and weak, prone to stripping when the screw is tightened.
The Dangers of a Hole That's Too Large (Oversized)
Drilling a hole larger than 0.1590" (e.g., using a #20 or #19) removes too much material.
- Insufficient Thread Engagement: The screw threads will contact only the very tips of the tapped threads, or worse, not at all. The connection will have minimal strength.
- Loose Fit & Vibration: The screw will feel loose and wobbly. Under vibration or load, it will easily back out.
- Cross-Threading Risk: A loose fit makes it much easier to cross-thread the screw, damaging both the screw and the newly cut threads.
The sweet spot at 0.1590" (#21) ensures the tap cuts a full, clean thread with enough material for strength, but not so much that it binds or breaks.
Your Toolkit: Essential Tools for Perfect 10-32 Tapping
Success depends on more than just the drill bit. A proper toolkit ensures control and precision.
- The Correct Drill Bit: A high-quality, #21 (0.1590") twist drill bit made from High-Speed Steel (HSS) or Cobalt for metal. For wood, a standard twist bit or even a brad-point bit can work, but ensure the diameter is exact.
- The 10-32 Tap: Ensure it's the correct type. Taper taps (starting with a pronounced taper) are for blind holes. Plug taps (shorter taper) are for intermediate depth. Bottoming taps (almost no taper) are for threading to the bottom of a blind hole. For most through-holes, a ** taper or plug tap** is used.
- Tap Handle or Tapping Wrench: This provides the necessary leverage and, crucially, allows you to feel the tap's progress. A good handle lets you sense binding and correct it by turning slightly backwards (1/4 turn back for every full turn forward) to break chips.
- Cutting Fluid or Lubricant: For metal tapping, this is non-negotiable. It reduces friction, cools the tap, and flushes chips. Use dedicated tapping fluid, cutting oil, or even WD-40 for aluminum. For wood and plastic, lubrication is less critical but can still help.
- Center Punch & Hammer: To create a precise starting dimple for the drill bit, preventing it from "walking" off-center.
- Drill Press or Stable Hand Drill: A drill press provides perfect perpendicularity. If using a hand drill, extreme care and a steady hand are required. A drill guide or jig is highly recommended for critical work.
- Deburring Tool or Small File: After drilling, the hole entrance will have a sharp burr. This must be removed, as it can damage the tap's starting threads.
Step-by-Step Guide: Tapping a Perfect 10-32 Hole
Follow this process meticulously for consistent success.
Step 1: Identify Your Material & Hole Type. Is it a through-hole in aluminum, a blind hole in hardwood, or a deep hole in steel? This determines your tap type and need for lubrication.
Step 2: Secure Your Workpiece. Use a vise or clamps. The piece must not move.
Step 3: Mark & Center Punch. Clearly mark your hole location. Use a center punch to create a small, precise indentation.
Step 4: Drill the Pilot Hole.
- Select your #21 (0.1590") drill bit.
- Align the bit perfectly in the punch mark.
- Drill straight down, perpendicular to the surface. For metal, use cutting fluid and a moderate, constant speed. For wood, a slightly higher speed is fine.
- Drill completely through if it's a through-hole. For a blind hole, drill to the required depth plus the length of the tap's threaded portion.
Step 5: Clean & Deburr. Blow out all chips with compressed air. Use a deburring tool on both entrance and exit (if through-hole) to remove the sharp burr. This is a critical, often skipped step.
Step 6: Apply Lubricant. For metal, generously apply cutting fluid to the hole and tap.
Step 7: Start the Tap. - Place the tap in the hole, perfectly aligned.
- Turn the tap handle clockwise with firm, steady pressure. You should feel the tap "bite" and cut.
- The Golden Rule: Turn 1 full turn forward, then 1/4 to 1/2 turn backward. This breaks the chips and clears them from the flutes. Continue this rhythm.
- If you feel significant binding, stop. Turn back a full turn to clear chips and relieve pressure. Do not force it.
Step 8: Complete the Thread. Continue the forward/backward rhythm until the tap is either fully through (through-hole) or to your required depth (blind hole). For blind holes, you must periodically clear chips by fully removing the tap.
Step 9: Clean & Test. Remove the tap. Clean the hole with a thread chaser or brush. Test fit your 10-32 screw. It should screw in smoothly by hand for the first few turns, then require a tool to tighten fully, with no play.
Imperial vs. Metric: Avoiding a Costly Mix-Up
This is a classic pitfall. 10-32 is an imperial (inch) thread. Its closest, but not identical, metric cousin is M5 (5mm diameter). An M5 screw has a major diameter of 5.0mm (~0.1969"), which is larger than a #10 (0.1900"). The standard tap drill for an M5 x 0.8 (coarse pitch) is a 4.2mm drill bit (~0.1654").
Never assume 10-32 and M5 are interchangeable. Attempting to tap an M5 thread with a 10-32 tap, or vice-versa, will result in a ruined hole and damaged fasteners. Always confirm your thread system. If you're working from a metric blueprint or with metric hardware, you need the metric tap drill chart.
Frequently Asked Questions (FAQ) About 10-32 Tap Drilling
Q: Can I use a drill bit slightly larger or smaller than #21?
A: For general purposes in aluminum, steel, or hardwood, stick to #21 (0.1590"). Slight variations are for specific scenarios: Softer materials (plastic, softwood) may benefit from a #20 (0.1595") to reduce splitting. Very hard or brittle materials might use a #22 (0.1570") for maximum thread engagement. When in doubt, start with #21.
Q: What's the difference between a tap drill and a clearance drill?
A: A tap drill (like our #21) creates the hole for the internal threads. A clearance drill creates a hole for the screw to pass through without engaging threads. The clearance drill for a 10-32 screw is typically #11 (0.1910") or larger, depending on the material's tolerance.
Q: My tap keeps breaking. What am I doing wrong?
A: This is almost always due to: 1) Undersized hole (most common), 2) No lubrication for metal, 3) Not reversing to break chips, 4) Misaligned tap (starting at an angle), or 5) Using a low-quality or damaged tap.
Q: How deep should I drill for a 10-32 blind hole?
A: You must drill at least one full tap diameter deeper than the required thread depth to provide a space for chips to accumulate. For a 10-32 tap, the diameter is ~0.190". So, if you need a 0.500" deep thread, drill to at least 0.500" + 0.190" = 0.690" deep.
Q: Is there a difference for 10-32 UNC vs. 10-32 UNF?
A: No. Both a 10-32 coarse thread (UNC) and a 10-32 fine thread (UNF) have the same major diameter (0.1900") and the same TPI (32). Wait, that's not right. Let's clarify: 10-32 is, by definition, a fine thread (UNF). The coarse thread for a #10 screw is 10-24 (10-24 UNC). So "10-32" is inherently UNF. The tap drill for 10-32 UNF is #21 (0.1590"). The tap drill for 10-24 UNC is #25 (0.1495"). The pitch is different, so the core hole size is different.
The Bottom Line: Mastery Through Understanding
The 10-32 tap drill size is not a trivia question; it's a fundamental principle of mechanical design. It’s the calculated space that transforms raw material into a strong, reliable threaded joint. By understanding that the #21 drill bit (0.1590") is the engineered solution for a 0.1900" diameter screw with 32 threads per inch, you move from guesswork to guaranteed success.
Remember the formula, respect the tap drill chart, use the right tools, and follow the disciplined forward-turn, backward-clear rhythm. Whether you're assembling a delicate instrument, building furniture, or fabricating a metal bracket, this knowledge empowers you to create connections that are as strong as they are precise. The next time you pick up a 10-32 screw, you'll know exactly the hole it deserves—and how to make it perfectly.